��ٵĺ���Ҳ��Ϊ�麸�������к��㣬ʵ��δ��ס����λ���������ϵ���Щ�麸�㣬ʱͨʱ�ϣ��ɴ�����Ĺ���ʱ��ʱ�ޣ��Ҳ��ײ��Һ��ų���Ϊ����ͷ�ֹ��λ�����ӵ��麸����Ӧע�����¼��㣺
1����������ͷ�����
��Ϊͨ��ĵ�����ͷ���ڴ��ڸ���״̬������������������������ʹ����ͷ�������ܱ���Ӱ�캸����������ˣ�����ʪ����ʪ���������ͷ�ϵ����ʣ��¶ȹ���ʱ������ʱ���²�ͷ��պ���㽵�£���ʱʹ����ͷ�Ϲ������á�
2������ע������
�������ͺ������������ա��۹��������Ӧ�ں���֮ǰ���Ρ���ֱ��¶���������������ܸ�����������������
3�������¶�Ҫ�ʵ�
Ϊ��ʹ�¶��ʵ���Ӧ���ݵ�λ���Ĵ�Сѡ�ù��ʺ��ʵĵ���������ѡ�õĵ������Ĺ���һ��ʱ��Ӧע����Ƽ���ʱ��ij��̡�
������������ͷ���Զ�ɢ�䵽��������ʱ��˵������ʱ�����㹻����ʱѸ���ƿ�����ͷ������������һ��Բ���ĺ��㡣���ƿ�������������һ�������������º��٣���˵������ʱ��̫�̡��¶Ȳ�������̫�ࣻ���ƿ�������ǰ�������������������������ʱ��̫�����¶ȹ��ߡ�һ������ͷ���¶ȿ�����ʹ�����ۻ��Ͽ��ֲ�ð��ʱΪ��Ѻ����¶ȡ�
4����������
�������躸��Ĵ�С��������������պ������ʹ�����㹻����ס�����ͣ��γ�һ����С������Բ���ĺ��㡣����Ҳ�������ࡢ����Ϊ�ã��෴�����ֺ����麸�Ŀ����Ը����п����Ǻ����ѻ������棬�����Ǻ������档��һ�����������������ٴβ����������ǰ���ϵ���һͬ���ۻ������ƿ�����������һ��������̫�࣬��������ͷ����������
5������ʱ��Ҫ�ʵ�
����ʱ���ǡ������Ҳ�Ǻ��Ӽ��յ���Ҫ���ڡ������ӡ�Ƶ�·��ĺ��ӣ�һ����2��3SΪ�ˡ�����ʱ������������еĺ�����ȫ�ӷ���ʧȥ�������ã�ʹ���������������ɺ������ֲڡ����ڡ�����������ë�̻�������ȱ�ݡ�ͬʱ������ʱ��������¶ȹ��ߣ��������̻�Ԫ������ӡ�Ƶ�·���ͭ����������ʱ����̣��ִﲻ�������¶ȣ��������ܳ���ۻ���Ӱ�캸������ʪ��������麸��
6���������̹����в�Ҫ��������
������δ��ȫ����ǰ����ʹ�к�С����Ҳ��ʹ������Σ������麸����ˣ�������ͷ����֮ǰ�Ժ��Ӽ�Ҫ���Թ̶����������Ӽг֣�������ͷ����֮��������촵������ȡ��Щ������Ŀ�ģ��������̺������̵�ʱ�䡣
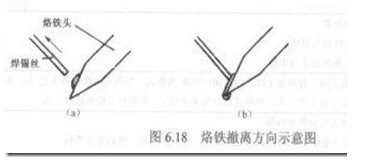
7������ͷ����ʱӦע��Ƕ�
��ͼ6.18 (a)��ʾ��������ͷ��б�Ϸ�����ʱ������ͷ�ϴ������������飬�����γ�Բ���ĺ��㣻ͼ6.18 (b)��ʾ��������ͷ��ֱ���ϳ���ʱ�����γ�����ë�̵ĺ��㣻ͼ6.18 (c)��ʾ��������ͷ��ˮƽ������ʱ������ͷ�ɴ��ߴ����顣
ע�⣺Ҫ�����麸����ҪҪ�ֱ������������������������������ò�Ҫ�ú����࣬��Ϊ�������Բ��ϣ��п����Ժ�ḯʴ��λ�����ţ�����麸����������������������������ٺ��Ӿ������ˣ�Ҳ���ײ����麸��������þ��ǽ���λ���������Ϲ����������պú���ʱ�䡣
|

